
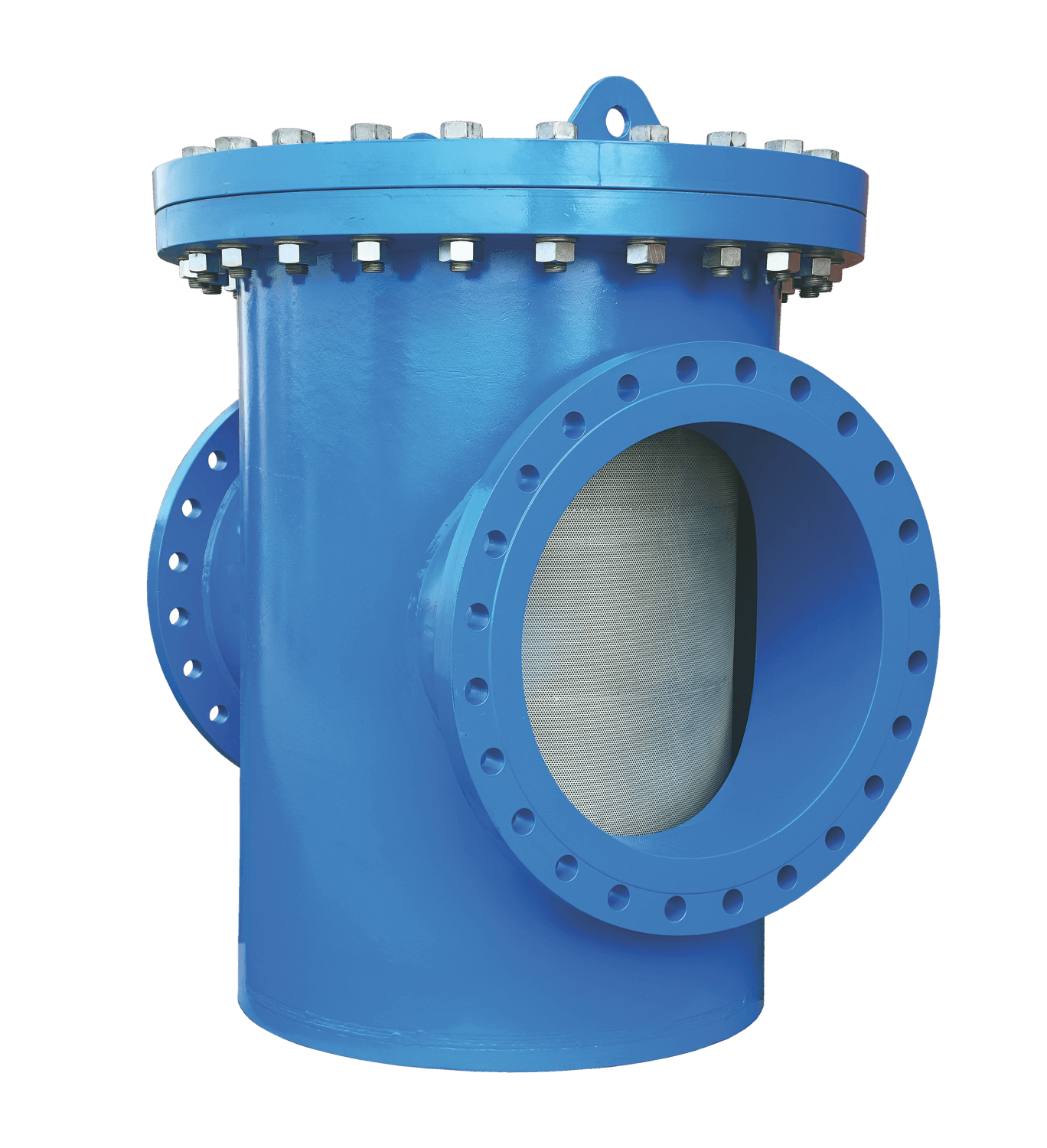
Industrial-grade basket strainers engineered for high-flow applications
Protect Your System. Reduce Downtime. Extend Equipment Life.
Why Pipeline Systems Fail: Six Critical Filtration Risks
Understanding these risks helps you avoid costly equipment damage and production downtime

Pump Impeller Damage
Impact: Reduced pump efficiency by 30-50%, increased vibration, premature bearing failure, complete pump replacement required within 6-12 months.
Root Cause: Large debris (welding slag, pipe scale, construction residue) passing through inadequate or bypassed filtration during system startup or maintenance.

Heat Exchanger Fouling
Impact: Heat transfer efficiency drops 20-40%, energy consumption increases significantly, cleaning frequency rises from yearly to quarterly, potential tube rupture.
Root Cause: Fine particles accumulating in narrow tube passages when filtration mesh size is too coarse or strainer capacity too small for actual debris load.

Control Valve Seizure
Impact: Process control failure, emergency shutdowns, manual override operations, safety incidents, valve replacement costs $5,000-$50,000 per unit.
Root Cause: Hard particles lodging in valve seats and actuator components because strainer is installed too far upstream or mesh holes larger than critical valve clearances.

Frequent Emergency Maintenance
Impact: Unplanned production stops 6-12 times/year, 2-4 hour downtime per event, overtime labor costs, missed delivery commitments, customer complaints.
Root Cause: Basket strainer sized only for clean operating conditions without accounting for startup debris loads, seasonal variations, or upstream process changes.
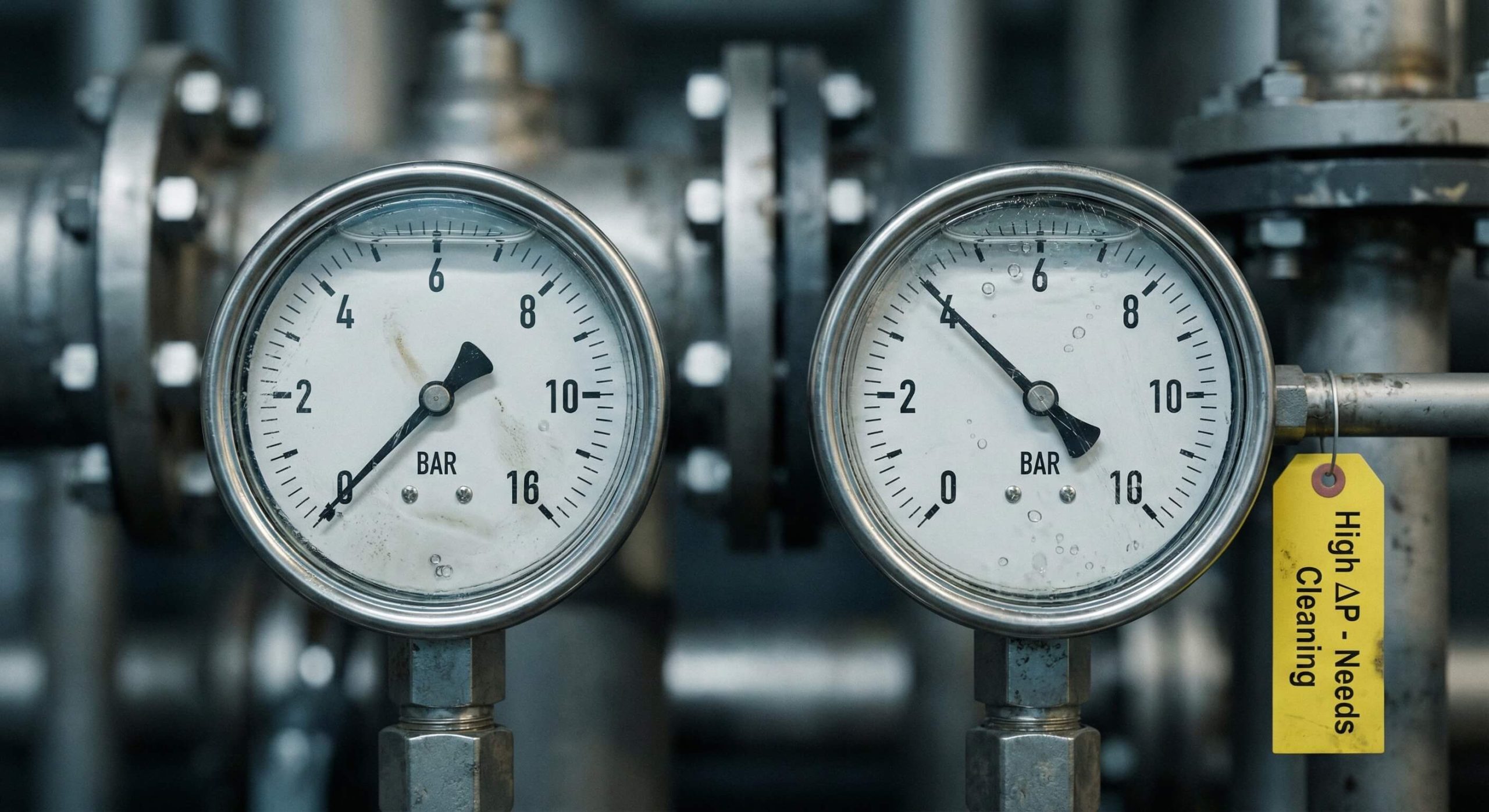
Excessive System Pressure Drop
Impact: Pump energy consumption increases 15-30%, flow rate cannot meet design requirements, additional booster pumps needed, annual energy waste $10,000-$100,000.
Root Cause: Strainer body too small for actual flow rate, basket mesh clogging rapidly, or multiple strainers creating serial resistance in the same line.

Corrosion-Induced Failure
Impact: Basket perforation causing debris bypass, body wall thinning leading to leaks or rupture, contamination of clean media, complete system compromise.
Root Cause: Wrong material selection (carbon steel in seawater, standard stainless steel in chloride-rich environments), inadequate coating, or galvanic corrosion from dissimilar metals.
Eliminate these risks with properly engineered filtration solutions
Learn Selection CriteriaBasket Strainer vs Y Strainer: Choosing the Right Tool
Different filtration solutions for different operating requirements — select based on actual application conditions

Basket Strainer
High-Flow Applications-
Large Flow CapacityDesigned for flow rates above 100 m³/h where Y strainers create excessive pressure drop and frequent clogging.
-
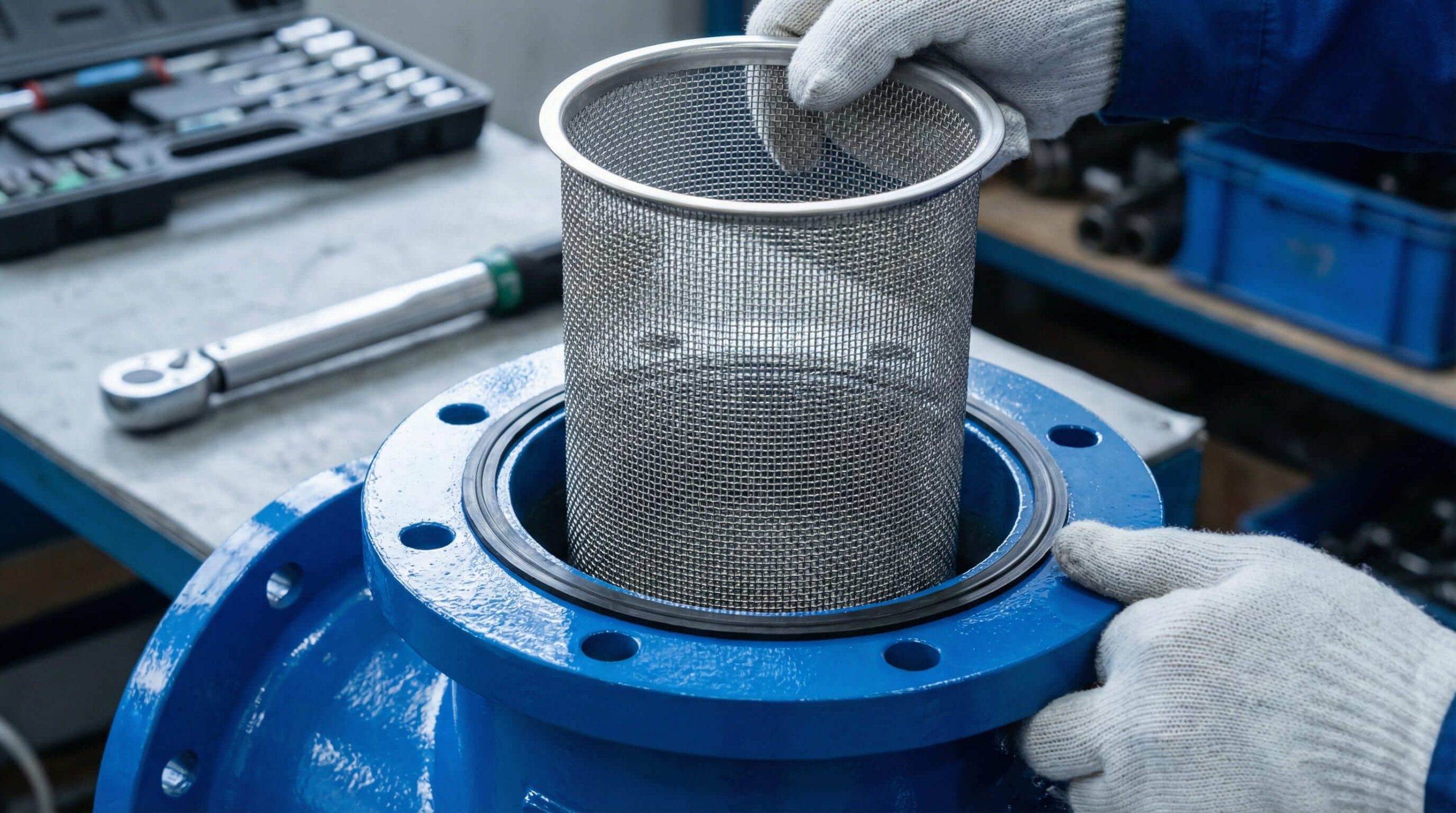
Frequent Maintenance AccessQuick-opening cover enables cleaning in 5-10 minutes without system disassembly, ideal for heavy debris loads requiring regular service.
-
Low Pressure Drop PerformanceLarger basket volume and optimized flow path maintain pressure drop below 0.3 bar clean, extending time between maintenance cycles.
-
Main Process LinesHorizontal installation suited for cooling water systems, primary filtration stages, and applications where vertical space is limited.
-
High Debris CapacityBasket volume handles 5-10x more debris than Y strainers before cleaning needed, critical for contaminated media or system startup conditions.

Y Strainer
Compact Solutions-
Small to Medium FlowMost cost-effective for flows under 50 m³/h where compact size, lower cost, and simple installation are priorities.
-
Infrequent CleaningSuitable when maintenance intervals can be quarterly or longer, requires system isolation and screen removal for service.
-
Acceptable Pressure DropSmaller screen area results in higher velocity and pressure drop, acceptable in systems with adequate pressure margin and clean media.
-
Branch Lines & InstrumentsPreferred for equipment protection on secondary lines, instrument isolation, and space-constrained installations requiring angular configuration.
-
Clean Media ProtectionBest for relatively clean fluids needing fine filtration where debris accumulation is minimal and does not impact operations.
Need help determining which strainer type fits your application?
Speak with Application EngineerWhy Many Basket Strainers Fail Prematurely
Common misconceptions vs. engineering reality — understanding these differences prevents costly failures
"Strainer size should match pipe size for easy installation and cost savings."
Strainer must be sized based on actual flow velocity and debris capacity. A DN100 pipe at high flow may require DN150 strainer to maintain velocity below 3 m/s and prevent rapid clogging.
"Finer mesh is always better — it catches more debris and protects equipment better."
Mesh size must match downstream equipment requirements. Too fine mesh (e.g., 40 mesh for cooling water) clogs in hours. Pump protection typically needs 20-40 mesh; control valves need 80-100 mesh.
"Stainless steel is corrosion-proof — one grade works for all applications."
Material selection must account for specific corrosive agents. SS304 fails in chloride-rich environments within 1-2 years. SS316L is minimum for marine. Dissimilar metals accelerate galvanic corrosion.
"Lower pressure rating is acceptable because our system never reaches design pressure."
Rating must account for water hammer, thermal expansion, and safety margins. Systems operating at 10 bar can experience 20-30 bar transients. Thin flanges leak under thermal cycling.
"Standard off-the-shelf strainer is good enough — customization adds unnecessary cost."
Critical applications require solutions matching actual conditions. Real systems may need DP gauges, lifting lugs, or special coatings. Initial cost prevents failures costing 10-100x more.
"Basket strainers can be installed in vertical piping just like Y-strainers."
Basket strainers are engineered for horizontal pipelines. Vertical installation often traps debris against the cover, causing it to fall back into the line during maintenance, or prevents proper drainage.
Avoid these costly mistakes with engineering-based strainer selection
See RUITO Design ApproachCorrect Selection Logic: Three-Layer Decision Framework
Each layer addresses different failure modes — skipping any layer increases project risk
System Level — Define Operating Envelope
Engineering Level — Calculate Critical Parameters
Product Level — Specify Detailed Configuration
Let our engineers guide you through this selection process with application-specific recommendations
Request Engineering SupportRUITO Basket Strainer Design Philosophy
Six engineering solutions addressing real system problems — not generic catalog products
Excessive pressure drop reducing pump efficiency and increasing energy costs
Optimized flow path geometry: Internal baffle design eliminates turbulence zones, streamlined inlet/outlet reduces velocity head loss by 40%, oversized basket screen area maintains low approach velocity under 2 m/s even at peak flow.
Clean pressure drop below 0.1 bar, dirty differential extended from 0.5 to 1.2 bar before cleaning required, pump energy savings 15-25%
Rapid basket clogging forcing daily maintenance shutdowns and production losses
Maximized filtration surface area: Deep basket design provides 3-5x more screen area than standard models, dual-layer mesh construction separates coarse and fine debris, self-cleaning flow pattern prevents premature blinding.
Maintenance intervals extended from daily to weekly or monthly, debris holding capacity increased 400%, unplanned shutdowns reduced by 80%
Time-consuming maintenance requiring system shutdown and extensive disassembly
Quick-access cover mechanism: Hinged or swing-bolt cover opens in 30 seconds without tools, ergonomic basket handle enables one-person removal even when fully loaded, integrated drip tray prevents floor contamination during cleaning.
Cleaning cycle reduced from 45 minutes to 5-8 minutes, single operator can maintain strainer safely, downtime per maintenance event decreased 85%
Corrosion causing basket perforation, body leaks, and complete system failure
Application-matched materials: SS316L for marine/chloride environments, duplex stainless for high-strength seawater service, carbon steel with fusion-bonded epoxy for cost-effective freshwater applications, compatibility testing prevents galvanic corrosion between components.
Service life extended from 2-3 years to 15-20 years, zero corrosion-related failures in warranty period, maintenance limited to gasket replacement only
Seal and gasket failures causing leaks, environmental contamination, and safety hazards
Robust sealing system: Machined sealing surfaces within 0.05mm flatness tolerance, groove-captured gaskets prevent extrusion under pressure cycling, material selection based on temperature/chemical compatibility (EPDM/Viton/PTFE/graphite), safety factor 2x on compression loads.
Leak-free operation over 500 open/close cycles, gasket life extended to 3-5 years under normal service, zero fugitive emissions in chemical service
Structural failure or deformation under thermal cycling and pressure transients
Engineered mechanical integrity: FEA-verified body wall thickness with 1.5x safety margin per ASME Section VIII, reinforced nozzle connections prevent stress concentration, thermal expansion analysis ensures flange alignment maintained -20°C to +200°C, hydrostatic testing to 1.5x design pressure on every unit.
Zero structural failures over 20+ year operational history, maintains alignment through 10,000+ thermal cycles, certified for shock loads from water hammer events
See how these design principles translate into specific product series for your application
View Product SeriesProduct Series Classification
Six specialized series engineered for distinct applications — choose based on your operating conditions

Standard Cast Iron Series
General PurposeCooling water systems, HVAC applications, non-corrosive liquids at ambient temperatures in municipal and commercial facilities

Carbon Steel Series
High PressureSteam condensate, boiler feedwater, industrial process water requiring ASME B16.34 Class 150-600 pressure ratings

SS304 Series
Food & PharmaDrinking water, food processing, pharmaceutical production, beverage industries requiring sanitary design and corrosion resistance

SS316L Series
Marine & ChemicalSeawater, brackish water, chemical processing, coastal facilities where chloride-induced corrosion is primary concern

Duplex Stainless Series
Extreme DutyOffshore platforms, desalination plants, high-velocity seawater requiring both corrosion resistance and mechanical strength
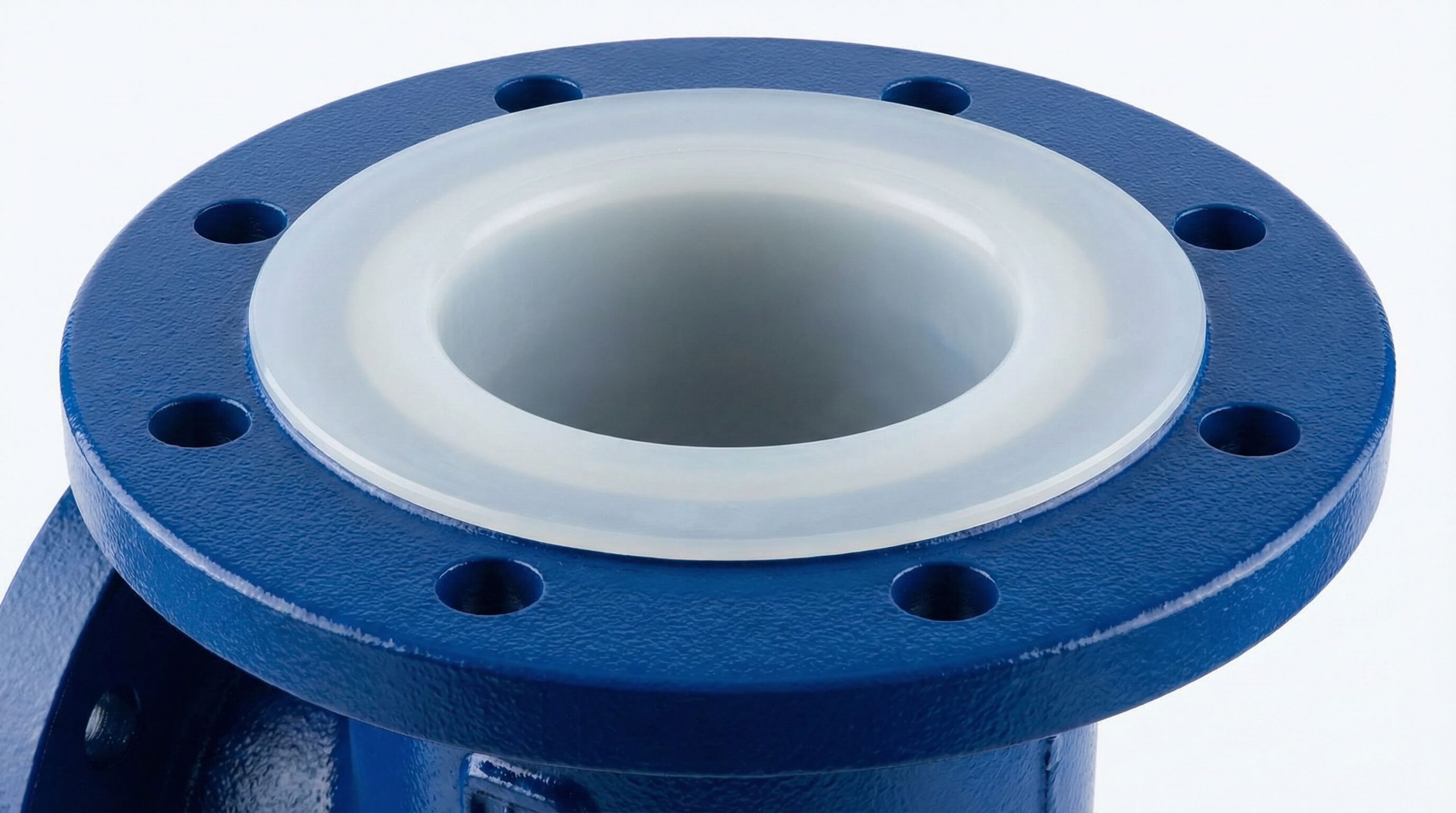
Special Lined Series
Corrosive MediaStrong acids, alkalis, slurries where metallic construction alone cannot provide adequate corrosion protection
Unsure which series matches your application? Our technical team provides free material selection guidance
Get Material RecommendationTechnical Parameters Overview
Standard specification ranges — custom configurations available for special applications
Need detailed specifications or a custom configuration? Request our complete technical datasheet
Download Technical DatasheetMaterial & Media Compatibility Matrix
Select materials based on actual media characteristics — wrong selection leads to premature failure
Have a complex or aggressive media? Send us your process data for detailed material analysis
Request Material AnalysisProject Risk Mitigation: RUITO vs Generic Suppliers
Five critical risk dimensions where supplier selection directly impacts project success
Technical Risk
- Generic catalog selection without engineering analysis of actual operating conditions
- No pressure drop calculations or verification of adequate basket volume for debris load
- Material selection based on price rather than corrosion mechanism and service life
- Inability to provide design calculations, FEA analysis, or ASME U-stamp certification
- Limited technical support after sale — no troubleshooting assistance for operational issues
- Application engineering review: Flow calculations, sizing verification, material compatibility analysis before quotation
- Design validation: FEA for custom configurations, pressure drop modeling, thermal expansion analysis when required
- Code compliance: ASME Section VIII calculations, stamping available, third-party inspection coordination
- Material traceability: Mill certificates, PMI testing reports, heat number tracking for critical components
- Ongoing technical support: Field troubleshooting, performance optimization recommendations, retrofit engineering if needed
Delivery Risk
- Unrealistic lead times quoted during sales phase, actual delivery 2-3x longer than promised
- No production planning or capacity management — orders processed first-come-first-served
- Material procurement delays not communicated until after order placement and deposit paid
- Production bottlenecks during busy seasons with zero contingency planning or expedite options
- Shipment delays blamed on freight forwarders with no proactive tracking or problem resolution
- Realistic scheduling: Lead times based on actual production capacity and current workload, not theoretical minimums
- Material inventory: Stock of common sizes and materials for faster turnaround on standard configurations
- Production tracking: Weekly progress updates during manufacturing, photo documentation at key milestones
- Expedite capability: Dedicated fast-track production line for urgent orders with premium service fee
- Logistics management: Coordinated shipping arrangements, tracking numbers provided, customs documentation support
Documentation Risk
- Generic operation manuals not specific to ordered configuration or materials of construction
- Test certificates with incomplete data, illegible stamps, or questionable authenticity for inspections
- Material certificates not traceable to actual heats used in production — copied from previous orders
- Missing dimensional drawings, assembly procedures, or spare parts lists for maintenance planning
- No fabrication records, welding procedures, or quality control data for regulatory audits or insurance claims
- Complete technical documentation: As-built drawings, material specifications, test reports specific to each order
- Traceable certifications: Material certificates with heat numbers, PMI test reports, coating DFT measurements
- Quality records package: Hydrostatic test reports, welding procedures (WPS/PQR), inspection checklists with signatures
- Operating instructions: Installation guidelines, commissioning procedures, maintenance schedules, troubleshooting guide
- Digital documentation: PDF and CAD file delivery, document revision control, access to technical library portal
Quality Risk
- Inconsistent manufacturing quality — each batch differs in dimensions, finish, and component fit
- Material substitution without notification to reduce costs (SS304 instead of SS316L, for example)
- Poor welding quality with porosity, undercut, or lack of fusion discovered during field installation
- Inadequate surface preparation before coating leading to premature delamination and corrosion
- No incoming material inspection or process controls — defects discovered only at final assembly or worse, in service
- ISO 9001 quality system: Documented procedures for all manufacturing steps, regular internal and external audits
- Material verification: PMI testing on all stainless/alloy materials, certificates checked against actual heats used
- Certified welders: AWS/ASME qualified personnel, procedure qualification records maintained, weld maps for traceability
- Multi-stage inspection: Raw material receiving, in-process checks, final dimensional verification, 100% pressure testing
- Third-party inspection: Customer witness points available, independent inspection agencies coordinated at no extra charge
Communication Risk
- Language barriers causing misunderstanding of technical requirements and project specifications
- Time zone differences with no overlap for real-time discussion — email responses take 24-48 hours
- Sales contact disappears after order placement — no dedicated project manager or technical liaison
- Technical questions routed through multiple people creating delays and information loss in translation
- Critical issues not escalated properly — problems discovered only when equipment arrives damaged or wrong
- Technical fluency: Engineering team with strong English communication, understands international standards and project requirements
- Dedicated support: Single point of contact throughout project lifecycle from quotation through commissioning
- Responsive communication: Email replies within 24 hours, urgent issues addressed same business day, video calls scheduled as needed
- Proactive updates: Weekly progress reports during manufacturing, immediate notification of any delays or technical questions
- Documentation clarity: Technical drawings and specifications in English with metric and imperial units, interpretation support available
Experience the RUITO difference — let us demonstrate how we mitigate project risks from inquiry to delivery
Start Your ProjectProject Case Studies
Real engineering challenges solved — outcomes validated by years of continuous operation

Offshore Oil Platform — North Sea, Norway | Seawater cooling system for gas compression equipment operating 24/7 in harsh marine environment with high biological fouling load and seasonal debris variations.
Existing Y-strainers clogging every 6-8 hours requiring production shutdown for cleaning. High chloride environment causing SS304 basket corrosion and perforation within 18 months. Pressure drop exceeding design limits affecting compressor cooling capacity.
Supplied DN300 duplex stainless 2507 basket strainer with oversized basket (5x surface area vs. original Y-strainer), dual-layer mesh (coarse outer for seaweed, fine inner for shells), quick-opening swing-bolt cover for 10-minute cleaning cycles.
Operating continuously since 2018 (6+ years) with zero corrosion issues. Cleaning interval extended to 48-72 hours reducing maintenance labor by 85%. Pressure drop maintained below 0.3 bar eliminating compressor thermal trips.

Chemical Plant — Middle East | Concentrated sulfuric acid (98%) filtration protecting critical metering pumps in fertilizer production facility with high process uptime requirements and strict safety protocols.
Standard SS316L strainer failed catastrophically within 3 months due to localized corrosion at welds. Generic PTFE-lined carbon steel units suffered lining delamination from thermal cycling. Previous supplier could not provide proper material certificates.
Engineered DN80 Hastelloy C-276 basket strainer with full penetration TIG welding per ASME IX, PFA-lined basket for chemical inertness, extended bonnet design for thermal isolation, complete documentation package including NACE MR0175 compliance.
Operational since 2019 (5+ years) with zero material degradation confirmed by periodic ultrasonic thickness testing. Eliminated unplanned maintenance events saving $180,000 annually in production losses.

Desalination Plant — United Arab Emirates | Seawater intake filtration for 50,000 m³/day SWRO facility protecting high-pressure pumps and membrane systems with stringent particle size requirements below 100 microns.
Extreme debris load during seasonal storms requiring cleaning every 4-6 hours. Existing automatic backwash strainers experiencing frequent control system failures. High salinity (45,000 ppm TDS) combined with 35°C water temperature accelerating corrosion.
Delivered dual DN600 SS316L basket strainers in parallel configuration enabling continuous operation during cleaning, 100-mesh baskets with 12 m² total filtration area, differential pressure transmitters with PLC integration, davit arms for safe basket handling.
Commissioned 2020, operating reliably through 4 storm seasons. Alternating basket cleaning maintains uninterrupted flow with zero pump trips. Particle removal efficiency consistently >99.5% protecting downstream RO membranes.

Power Generation Plant — Southeast Asia | Cooling water system for 500MW combined-cycle gas turbine plant using river water with high sediment load during monsoon season and organic debris from upstream agricultural activity.
Cast iron strainers corroding through in 2-3 years requiring complete replacement. Inadequate basket volume causing cleaning frequency to spike from weekly to twice-daily during monsoon. Poor gasket design leading to fugitive emissions.
Manufactured 8 units DN800 carbon steel strainers with 600μm fusion-bonded epoxy lining, extra-deep baskets providing 400% more debris capacity, groove-captured EPDM gaskets eliminating extrusion risk, position indicator switches confirming proper closure.
Installed 2017, all units remain in service with coating integrity >95%. Cleaning frequency stabilized at 2-3 times weekly even during peak monsoon periods, 70% reduction vs. previous system. Zero leak incidents over 7+ years operation.
Facing similar challenges? Share your application details for an engineered solution
Discuss Your ProjectManufacturing Process Flow
Complete production chain with integrated quality verification at each critical stage
Casting
Raw strainer body and cover castings with dimensional tolerances within ASTM A126 Class B or EN-GJL-250 specifications, controlled microstructure free from porosity and inclusions.
Sand casting furnaces with spectroscopic analysis for composition control | Pattern library covering DN15-DN600 standard sizes | X-ray inspection capability.

Machining
Precision-machined flange faces, bore diameters, and sealing surfaces meeting ASME B16.5 dimensional requirements with surface finish Ra 3.2μm or better for reliable gasket seating.
CNC machining centers with 4-axis capability for complex geometries | CMM inspection for dimensional verification | Surface roughness measurement on critical seal surfaces.

Surface Treatment
Corrosion-resistant coating system applied to specification: fusion-bonded epoxy, liquid epoxy, or specialized linings achieving target DFT thickness uniformity and adhesion strength.
Shot blasting equipment for Sa 2.5 surface preparation per ISO 8501 | Powder coating line with curing ovens | DFT gauges for quality verification.

Assembly
Complete strainer assembly with basket installed, gaskets positioned correctly, fasteners torqued to specification, all accessories (gauges, drains, vents) mounted.
Torque-controlled assembly tools ensuring proper bolt loading | Basket fabrication shop with wire mesh welding | Component inventory traceability.
Testing
Pressure integrity verified through hydrostatic testing at 1.5x design pressure, leak-free performance confirmed, test reports documenting pressure hold time and acceptance.
Dedicated test bench with calibrated pressure gauges | Multiple test configurations for different sizes | Witness test coordination available.

Packing
Protected units ready for shipment with flange faces covered, internal preservation applied, impact-resistant packaging meeting ISPM 15 export requirements.
Custom crating capability for oversized units | VCI preservation materials for marine transport | Shipping documentation preparation.

Want to see our manufacturing facility? We welcome customer factory audits and inspections
Schedule Factory VisitQuality Gates & Testing Protocol
Six verification checkpoints ensuring conformance before release — failures caught early prevent field issues

Gate 1: Raw Material Receiving
Material certificates match order, PMI testing confirms alloy composition, dimensional check on raw stock, coating batch testing.
Wrong grade (e.g., SS304 vs SS316L) causing premature corrosion; loss of heat traceability preventing root cause analysis.
Handheld XRF analyzer for composition verification | Certificate review checklist | Quarantine area for non-conformance.

Gate 2: Casting Verification
Visual inspection for defects, dimensional check vs pattern, internal soundness via X-ray/UT, test bar composition analysis.
Porosity causing leaks under pressure, dimensional deviations stopping assembly, brittle microstructure leading to failure.
100% visual inspection per ASTM standards | X-ray inspection for high pressure classes | Test bar spectroscopy.
Gate 3: Machining Inspection
Flange dimensions per ASME B16.5, sealing surface flatness, bore ID tolerances, thread inspection, surface roughness checks.
Flange mismatch preventing installation, gasket leakage due to poor flatness, excessive pressure drop from undersized bores.
CMM inspection on random samples | Surface roughness tester for sealing areas | Dimensional reporting available.

Gate 4: Coating Quality Check
DFT measurement for thickness, holiday detection for pinholes, adhesion testing (cross-hatch/pull-off), visual appearance.
Premature corrosion from thin coating, localized attack at pinholes, coating delamination contaminating downstream process.
Digital DFT gauges with recorded data | Holiday detection at rated voltage | Batch records tracking cure conditions.

Gate 5: Pressure Testing
Hydrostatic test to 1.5x design pressure, 30-min hold verification, visual leak check, relief valve function test (if applicable).
Catastrophic rupture in field, fugitive emissions from bad gaskets, assembly errors allowing bypass, safety liability.
Calibrated test bench with chart recorder | Defined test procedure (fill, hold, release) | Witness testing supported.

Gate 6: Final Release
Final dimensional check, accessories verification, nameplate accuracy, finish inspection, documentation package completeness.
Shipping wrong components, documentation errors blocking customs/installation, missing certificates delaying project.
Final inspection checklist vs order | Photo documentation before packing | QC Manager sign-off required for release.
Need third-party inspection or witness testing? We coordinate at no additional charge
Arrange InspectionCertifications & Compliance Framework
Independent third-party verification providing assurance of quality systems and product conformance

ISO 9001:2015
Quality management system certification covering design, manufacturing, testing, and delivery of industrial valves and strainers.
CE Marking (PED)
Pressure Equipment Directive (2014/68/EU) compliance for Categories I-III. Declaration of conformity issued with technical file.

WRAS Approval
Materials testing confirms no contamination or taste/odor transfer. Safe for potable water contact.

DNV Type Approval
Certification for marine and offshore applications. Design review and factory inspection verifying class compliance.

API 6D (Available)
Specification for pipeline valves. Meets design, manufacturing, and testing requirements for critical oil & gas service.
Fire Safe API 607
Valves required to maintain sealing integrity during and after fire exposure. Critical for hydrocarbon service.
Need certification documentation for your project compliance? We provide certified copies with all orders
Request CertificatesCustomization Capability Levels
Three tiers of engineering flexibility — from parameter adjustments to fully custom designs

Standard Config Modifications
Low ComplexityMinor deviations: Flange standards (DIN/ANSI), mesh size changes, adding drains/vents, special paint.
No calculation required. Simple substitution of components or shop modifications.
3-5 Weeks
Semi-Custom Solutions
Medium ComplexitySignificant mods: Non-standard dimensions, special material combos (e.g., Exotic Basket in CS Body), high temp.
Sizing verification, compatibility analysis, and modified manufacturing drawings required.
6-10 Weeks
Fully Custom Engineered
High ComplexityUnique requirements: Proprietary designs, extreme pressures, custom geometries, legacy replacements.
Full R&D cycle: 3D Modeling, FEA/CFD analysis, prototyping, and witness testing.
12-20 Weeks
Have a unique application requiring custom engineering? Share your requirements for a feasibility assessment
Submit Custom RequestDelivery Timeline & Supply Capability
Predictable lead times with production tracking — know exactly when your equipment arrives
Standard Stock (Immediate)
Custom Configurations
Urgent Expedite

Need a specific delivery date? Contact us to discuss production scheduling and expedite options
Request Delivery ScheduleFrequently Asked Questions
Quick answers to common technical and procurement questions
Still have questions? Our technical team is ready to provide detailed answers
Ask Your QuestionReady to Eliminate Filtration Failures and Reduce Maintenance Costs?
Partner with RUITO for engineered basket strainer solutions backed by 20+ years manufacturing excellence.
Engineered Quality Assurance
Free sizing calculations, material selection analysis, and ISO 9001 certified manufacturing with full traceability and witness testing available.
Proven Global Performance
60+ countries, 6,000+ installations operating reliably in offshore platforms, chemical plants, power generation, and water treatment facilities.
Responsive Support & Delivery
Direct engineering access, 24-hour response, realistic lead times based on actual capacity, and weekly production updates with photos.