The primary difference between these components is that a solenoid valve uses an electromagnetic plunger for direct, small-scale flow control, whereas a butterfly valve utilizes a rotating disc to manage high-volume fluid dynamics. In many industrial environments, manual valve operation is notoriously inefficient and prone to human error, which often leads to inconsistent flow rates and potential system damage. When you are managing large pipelines or critical chemical processes, a delay of just a few seconds in shutoff can result in catastrophic leaks or expensive resource waste. Implementing a solenoid actuated butterfly valve provides you with the perfect balance of rapid automation and high-capacity flow management for your facility.
What is a solenoid actuated butterfly valve?
A solenoid actuated butterfly valve is an automated industrial assembly that combines a quarter-turn rotary valve with an electromagnetic pilot to control large-scale fluid flow. This configuration allows you to bridge the gap between delicate electronic signals and heavy-duty mechanical piping. The solenoid actuated butterfly valve is specifically designed for systems where high flow rates and automated remote access are non-negotiable.
Defining the Core Components
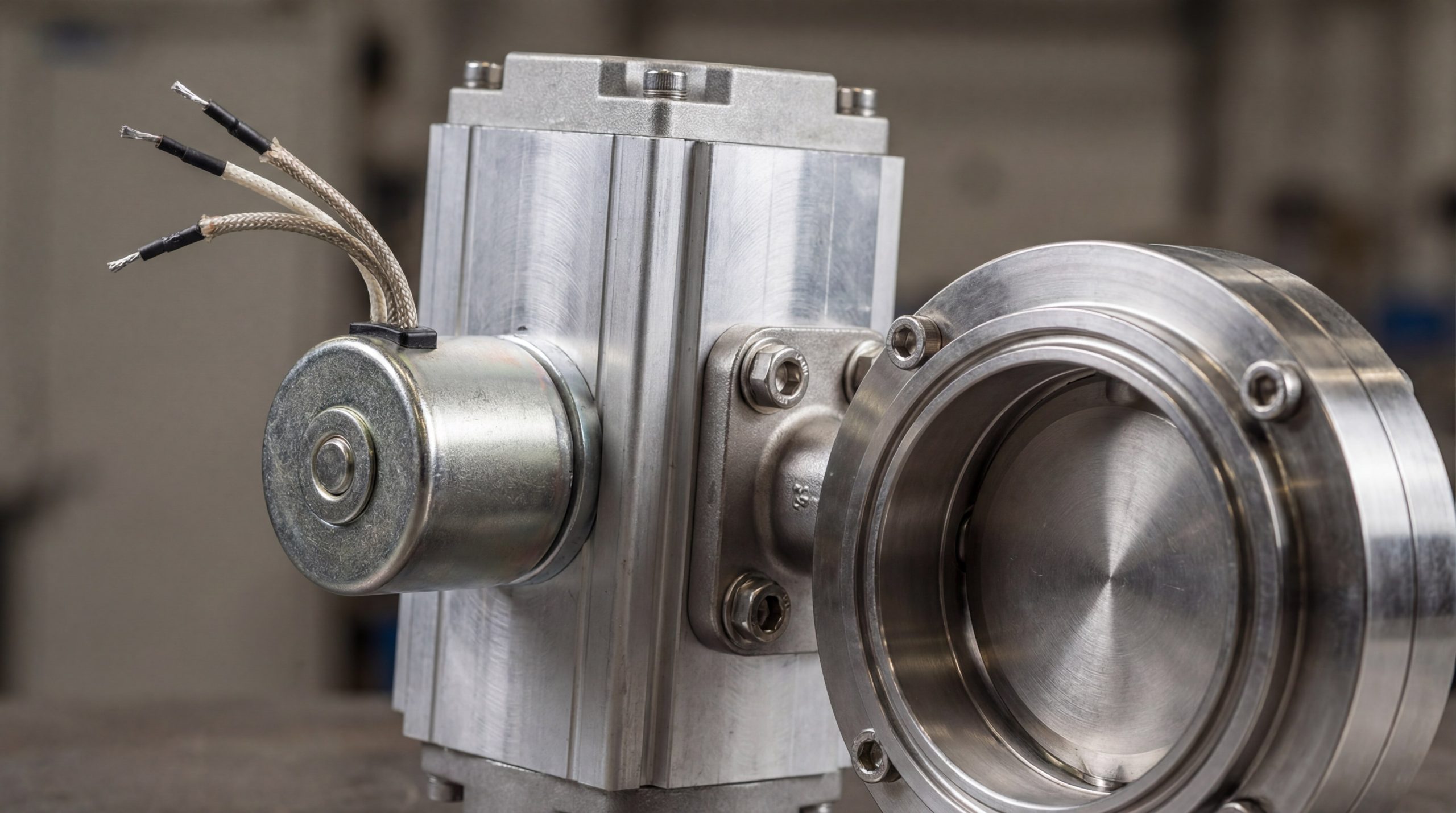
The assembly consists of several distinct parts that work in unison to regulate media movement. You will find that the physical disc provides the seal, while the actuator provides the torque needed for movement.
- Valve Body: The main housing containing the rotating disc.
- Solenoid Pilot: The electronic trigger that directs air or power.
- Actuator Unit: The pneumatic or electric “muscle” that turns the stem.
Here’s the deal:
Without the solenoid pilot, the valve remains a static mechanical component. By adding this electronic brain, you enable full integration into your plant’s control logic.
Why does actuation change everything?
Does automation really improve your bottom line? Transitioning from manual levers to an automated setup eliminates the need for physical intervention at every valve station.
Key Takeaway: A solenoid actuated butterfly valve allows for precise, remote-controlled fluid management that manual valves simply cannot match.
| Feature | Manual Valve | Actuated Butterfly |
|---|---|---|
| Operation | Human Lever | Electronic Signal |
| Speed | Variable | Consistent/Rapid |
| Remote Access | No | Yes |
This comparison highlights how moving toward automated systems reduces labor costs while increasing the safety of your fluid timing.
How does a solenoid actuated butterfly valve work?
This valve operates by using an electrical signal to trigger a solenoid pilot, which then engages an actuator to rotate the internal disc 90 degrees. You can how to master butterfly valve systems to see how this automation fits into larger industrial networks. The solenoid actuated butterfly valve relies on this chain of command to ensure that the flow starts or stops exactly when your system requires it.
The Role of the Solenoid Pilot
The solenoid acts as the interface between your electrical control panel and the mechanical valve. When it receives a voltage pulse, it shifts internal seals to move the actuator.
- Signal Reception: Usually 24V DC or 110/220V AC.
- Air Diversion: Directing pneumatic pressure to specific chambers.
- Reset Mechanism: Spring-return or double-acting configurations.
You might be wondering…
How fast is this process? In most industrial setups, the transition from signal to full disc movement happens in less than two seconds.
Mechanical Movement of the Disc
The final stage of operation is the physical rotation of the disc within the pipe. This quarter-turn movement offers a straight-through flow path that minimizes turbulence.
Key Takeaway: The “brain” (solenoid) tells the “muscle” (actuator) to move the “arm” (disc), resulting in instant flow regulation.
| Position | Disc Angle | Flow Status |
|---|---|---|
| Open | 0° (Parallel) | 100% Flow |
| Closed | 90° (Perpendicular) | 0% Flow |
Understanding this quarter-turn mechanic is vital for predicting the pressure drop and flow dynamics across your piping system.
Why choose a solenoid actuated butterfly valve for flow?
You should choose this valve when your application requires high flow coefficients (Cv) combined with the need for rapid, automated shutoff. Unlike standard solenoid valves, the solenoid actuated butterfly valve does not restrict the flow path with a narrow internal orifice. This makes it the superior choice for handling large volumes of water, chemicals, or gases without causing excessive backpressure.
Managing High Flow Rates Efficiently
The butterfly design is naturally suited for high-volume transport because the disc sits in the center of the flow. This results in a very low pressure drop compared to other valve types.
- Straight-through Design: Minimal obstruction for the media.
- High Cv Values: Capable of passing thousands of gallons per minute.
- Compact Footprint: Fits into tight piping arrays easily.
But that’s not all.
The design also resists clogging, making it much more reliable for fluids that may contain small particles or debris.
Rapid Shutoff Capabilities
Are these valves fast enough for emergency use? While globe valves take time to screw down, the actuated butterfly slams shut in a fraction of the time.
Key Takeaway: For high-volume applications, the actuated butterfly design is the clear winner in terms of efficiency, footprint, and response speed.
| Metric | Direct Solenoid Valve | Actuated Butterfly |
|---|---|---|
| Max Pipe Size | Small (< 2″) | Large (Up to 60″+) |
| Flow Path | Tortuous | Straight-through |
| Clogging Risk | High | Low |
The data proves that scaling your operation requires the robust flow characteristics provided by this specific valve architecture.
Is a solenoid actuated butterfly valve better than a solenoid?
The answer depends on your pipe size, as the solenoid actuated butterfly valve is much better for pipes over 2 inches where direct-acting solenoids fail to provide enough force. You can learn more about Ruitoflow engineering standards to understand how our manufacturing process ensures these larger valves handle high torque. Standard solenoid valves are limited by the strength of their magnetic coil, whereas an actuated butterfly uses pneumatic or geared power.
Comparing Port Sizes and Flow Capacity
Direct-acting solenoid valves are usually restricted to small-bore piping. If you try to use them on large lines, the cost and power consumption become prohibitive.
- Scalability: Butterfly valves grow with your plant.
- Force: Actuators provide hundreds of inch-pounds of torque.
- Reliability: Mechanical advantage prevents the valve from sticking under pressure.
Look:
A standard solenoid valve struggles against high fluid pressure. An actuated butterfly valve uses the actuator to overcome that resistance with ease.
Power Consumption and Operational Life
How much energy are you wasting? Direct solenoids often require constant power to stay open, which generates heat and wears out the coil.
Key Takeaway: While a simple solenoid is fine for small tubing, the actuated butterfly valve is the standard for industrial-scale reliability.
| Factor | Direct Solenoid Valve | Actuated Butterfly Valve |
|---|---|---|
| Energy Use | High (Hold-in) | Low (Pulse/Pilot) |
| Life Expectancy | Moderate | High (Industrial Grade) |
While the initial cost of an actuated system is higher, the energy savings and durability provide a much better return on investment.
When to use a solenoid actuated butterfly valve system?
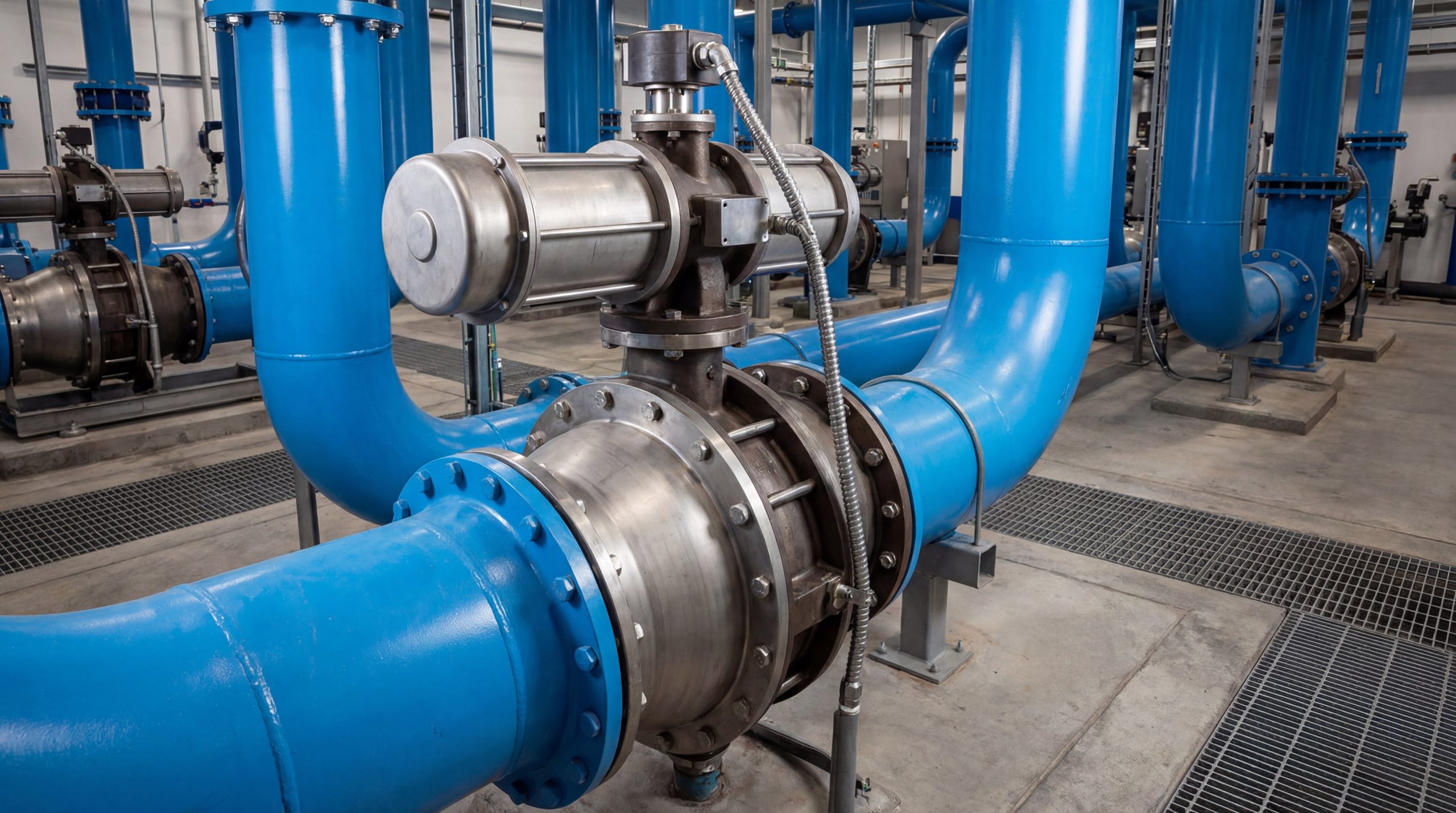
You should utilize a solenoid actuated butterfly valve system in large-scale utilities like water treatment, HVAC cooling towers, and bulk material transport. These environments require consistent automation and the ability to handle heavy media without frequent maintenance. When you need to manage a facility remotely, this valve type becomes the backbone of your automation strategy.
Ideal Scenarios for Automation
Where does this valve truly shine? Any process that involves repetitive cycling or remote monitoring is a perfect candidate for this technology.
- Wastewater Plants: Handling raw sewage and treated effluent.
- HVAC Systems: Controlling chilled water loops in skyscrapers.
- Mining/Slurry: Moving abrasive materials through large conduits.
Think about it.
If a technician has to walk half a mile to turn a wheel, your response time is too slow for modern standards.
Limitations in Specialized Environments
Are there places where this valve should not go? While versatile, it is important to recognize that butterfly valves are not ideal for extremely high-pressure steam.
Key Takeaway: Use this setup when you need reliable, automated flow control on any pipe larger than two inches in standard industrial conditions.
| Use Case | Recommended Valve |
|---|---|
| Municipal Water | Butterfly |
| High-Pressure Steam | Globe or Gate |
| Slurry Transport | Butterfly |
Identifying the correct environment ensures your valve operates within its peak performance window for years without failure.
What sizes suit a solenoid actuated butterfly valve?
Standard sizes for a solenoid actuated butterfly valve range from 2 inches for branch lines to over 48 inches for municipal water mains. You should refer to our guide on sizing butterfly valve throttles to ensure your actuator is perfectly matched to the valve diameter. Selecting the wrong size can lead to “water hammer” or actuator burnout, so precision in selection is critical.
Standard Industrial Size Ranges
Most industrial plants rely on a specific set of diameters that balance flow capacity with physical space constraints.
- Compact (2″ – 6″): Ideal for equipment skids and secondary lines.
- Mid-Range (8″ – 14″): Used for main factory headers and cooling.
- Large-Scale (16″+): Found in municipal and heavy processing sites.
The best part?
The footprint of a butterfly valve remains relatively slim even as the diameter increases, unlike bulky gate valves.
Selecting the Right Dimensions
How do you choose? You must match the actuator’s torque output to the valve’s “breakaway” torque, especially when dealing with viscous fluids.
Key Takeaway: The versatility in sizing makes this valve a “jack-of-all-trades” for almost any industrial piping project.
| Pipe Diameter | Typical Actuator Type |
|---|---|
| 2″ – 4″ | Compact Electric/Pneumatic |
| 6″ – 12″ | High-Torque Pneumatic |
| 14″ – 24″ | Heavy-Duty Gear Actuated |
Properly sizing your valve assembly prevents premature failure and ensures that your system achieves a 100% bubble-tight seal every time.
Does a solenoid actuated butterfly valve save costs?
A solenoid actuated butterfly valve saves significant costs over time by reducing manual labor hours and minimizing the energy required to maintain flow positions. While the initial purchase price is higher than a manual lever valve, the reduction in downtime and human error pays for the upgrade quickly. You will see the most savings in systems that require frequent cycling or are located in hard-to-reach areas.
Initial Investment vs. Long-term ROI
Let’s be honest.
High-quality automation requires a bigger upfront budget, but looking only at the sticker price is a mistake for procurement managers.
- Labor Savings: No more manual rounds for technicians.
- Precision: Automated timing reduces chemical and media waste.
- Safety: Remote shutoff prevents expensive environmental fines.
In the long run, the efficiency of an automated system far outweighs the cost of the hardware itself.
Maintenance and Energy Efficiency
How does it save power? Pneumatic actuators only use air during the actual movement, and spring-return models can fail-safe without any electricity.
Key Takeaway: Total Cost of Ownership (TCO) always favors the actuated butterfly valve in any high-frequency industrial operation.
| Cost Category | Manual Valve | Actuated Butterfly |
|---|---|---|
| Upfront Cost | Low | Moderate |
| Operational Cost | High (Labor) | Low (Automated) |
| Energy Waste | None | Minimal (Air/Power) |
By investing in quality engineering today, you eliminate the hidden costs of system inefficiency that plague manual operations.
How to maintain a solenoid actuated butterfly valve?
Maintaining a solenoid actuated butterfly valve involves regular inspection of the solenoid coil, cleaning the air filters, and checking the seat seals for wear. You can view our butterfly valve products to see the durable materials we use to extend these maintenance intervals. Most issues with automated valves arise from contaminated air supplies or electrical surges rather than mechanical failure of the disc itself.
Routine Inspection Checklists
Keeping a strict schedule ensures that a small problem doesn’t turn into a plant-wide shutdown. You should inspect your valves at least once a quarter.
- Coil Check: Ensure the solenoid isn’t overheating or buzzing.
- Seal Integrity: Look for leaks around the stem or flanges.
- Air Supply: Drain water from pneumatic lines to prevent corrosion.
It’s simple:
A clean valve is a happy valve. Preventive care takes minutes but saves days of emergency repairs.
Troubleshooting Actuator Issues
What if it stops moving? Most problems can be traced back to either a lack of power or a blocked pilot port in the solenoid.
Key Takeaway: Consistent preventative maintenance is the only way to ensure 24/7 reliability in a high-stakes industrial environment.
| Issue | Possible Cause | Solution |
|---|---|---|
| No Movement | Blown Solenoid Coil | Replace Coil |
| Slow Response | Low Air Pressure | Check Compressor |
| Partial Stroke | Debris in Seat | Flush System |
By following these simple steps, you can double the operational life of your automated valve assemblies.
Which industries need a solenoid actuated butterfly valve?
Industries ranging from food and beverage to heavy chemical processing rely on the solenoid actuated butterfly valve for its hygienic design and massive flow capacity. In these sectors, the ability to rapidly isolate sections of a plant is critical for both safety and production efficiency. You will find these valves in almost any facility that moves liquid or gas in pipes larger than two inches.
Applications in Water Treatment
Municipalities use these valves to manage the flow of raw water, chemicals for dosing, and the distribution of clean drinking water.
- Chemical Dosing: Precise control of chlorine or fluoride.
- Filter Backwash: Rapidly reversing flow to clean filters.
- Main Distribution: Managing the flow to different city zones.
You see…
The reliability of a city’s water supply depends on these automated components working perfectly every single day.
Usage in HVAC and Chemical Plants
In large buildings, these valves route chilled water to various floors; in chemical plants, they isolate hazardous media during emergencies.
Key Takeaway: The extreme adaptability of the butterfly design makes it a staple component across almost every modern industrial sector.
| Industry | Primary Function |
|---|---|
| Food & Bev | Clean-in-Place (CIP) |
| Chemical | Media Isolation |
| HVAC | Chilled Water Routing |
Whether you are cooling a data center or refining oil, the right automated valve is essential for your facility’s success.
Can a solenoid actuated butterfly valve handle high pressure?
A solenoid actuated butterfly valve can handle standard industrial pressures up to 150 or 300 PSI, depending on whether you choose a concentric or high-performance design. While they are not the first choice for ultra-high-pressure hydraulic systems, they are more than capable of handling typical factory and utility pressures. You should always check the ASME pressure class of the valve body before installation.
Pressure Ratings and Safety Margins
You might be surprised.
Modern high-performance butterfly valves (double or triple offset) can actually handle much higher pressures than the basic rubber-lined versions.
- Class 150: Standard for most water and air lines.
- Class 300: Used for higher-pressure industrial processes.
- Offset Designs: Reduce seat wear and allow for tighter seals at high PSI.
Choosing the right pressure class ensures your valve won’t leak or fail when the system is under maximum stress.
Performance Under Extreme Stress
If your system experiences pressure spikes, you need a valve with a high safety margin and a robust actuator to maintain the seal.
Key Takeaway: While not for extreme high-pressure steam, these valves excel in nearly all standard industrial pressure ranges.
| Valve Type | Max Pressure (Approx) | Performance Level |
|---|---|---|
| Concentric | 150 PSI | Standard |
| High Performance | 300-720 PSI | Superior |
Selecting a high-performance model allows you to automate more demanding environments while maintaining the space-saving benefits of the butterfly design.
FAQ
Can I replace a standard solenoid valve with a solenoid actuated butterfly valve?
Yes. You should consider this if your current valve is experiencing restricted flow or if you are scaling up to a larger pipe diameter.
What’s the best power supply for a solenoid actuated butterfly valve?
It depends on your control system. 24V DC is safest for wet environments, while 110V/220V AC is easier to integrate into existing electrical grids.
How do I know if my actuator is failing?
Check for slow response times or audible air leaks. If the valve fails to reach the fully open or closed position, the actuator likely needs service.
Can I use a solenoid actuated butterfly valve for throttling?
Yes. While they are primarily used for on/off service, you can add a digital positioner to achieve stable mid-range flow control.
Can I manually override these valves during a power outage?
Yes. Most professional-grade actuators include a manual override nut or lever that allows you to operate the valve by hand in emergencies.
Conclusion
Choosing between a simple solenoid and a solenoid actuated butterfly valve comes down to the scale and volume of your operation. While direct-acting solenoids work well for small laboratory lines, the actuated butterfly valve provides the mechanical muscle and high-capacity flow needed for modern industrial infrastructure. By integrating these robust, automated components, you ensure your facility remains efficient, safe, and easy to manage from a central control room.
Ruitoflow is dedicated to providing precision-engineered valve solutions that stand up to the most demanding industrial challenges. Our vision is to empower global industries with flow control technology that is both reliable and innovative. If you are ready to upgrade your facility’s performance, please contact us to speak with a technical expert about your specific valve requirements.