
The standard for testing butterfly valves primarily includes API 598, ISO 5208, and ASME B16.34, which define the rigorous protocols for pressure retention and sealing integrity. If you ignore these benchmarks, your industrial system faces the constant threat of catastrophic failure, environmental leaks, and expensive downtime. This technical guide explains how a proper butterfly valve standard ensures your operations remain safe, compliant, and efficient across all applications.
What is the primary butterfly valve standard for industry?
The most widely used butterfly valve standard is API 598, which governs the inspection and testing requirements for various industrial valves. This protocol ensures that every component can withstand its rated pressure without leakage or structural deformation during service.
Industrial facilities rely on these specifications to maintain a baseline of quality and safety across global supply chains. By following these rules, manufacturers can guarantee that their products will perform under the specific stresses of your pipeline.
Why is compliance necessary for your project?
Compliance with an established standard prevents premature mechanical failures that could lead to environmental hazards. It also ensures that the valve’s materials and design are compatible with the intended fluid dynamics of your system.
Here is the deal:
- Standards provide a common language for engineers and procurement teams.
- They establish clear pass/fail criteria for pressure tests.
- Certifications based on these standards are often required for insurance and legal reasons.
Believe it or not, skipping these checks is the leading cause of valve-related accidents in high-pressure sectors.
Key Takeaway: API 598 is the cornerstone of valve integrity, providing the essential testing framework for both high and low-pressure industrial systems.
| Standard | Governing Body | Primary Application |
|---|---|---|
| API 598 | American Petroleum Institute | General Inspection & Pressure Testing |
| ISO 5208 | ISO | Industrial Valve Pressure Testing |
| ASME B16.34 | ASME | Body Shell and Design Thickness |
This comparison highlights how different standards address specific aspects of valve performance and structural safety.
Why does a butterfly valve standard require shell testing?
A shell test is mandatory under any butterfly valve standard because it verifies the structural integrity of the valve body and its ability to hold pressure. This test usually involves applying 1.5 times the maximum working pressure using water or air to detect any casting defects.
If a valve body has microscopic cracks or porosity, the shell test will reveal these flaws before the unit is installed. This step is non-negotiable for ensuring the long-term safety of your personnel and equipment.
How is the shell test conducted?
The valve is partially opened, the ends are sealed, and the internal cavity is pressurized to the required level. Inspectors then monitor the exterior of the valve body for any signs of weeping, sweating, or visible deformation.
Why does this matter?
- It identifies internal structural weaknesses in the metal.
- It ensures the stem seals can handle surge pressures.
- It validates the manufacturer’s casting and machining processes.
The best part? This test is the most effective way to prevent catastrophic blowouts in your pipeline.
Key Takeaway: Shell testing at 1.5x working pressure is the ultimate proof of a butterfly valve’s structural reliability and casting quality.
| Test Parameter | Requirement | Standard Duration |
|---|---|---|
| Test Medium | Liquid (Water) or Gas (Air) | Size-dependent |
| Test Pressure | 1.5x Maximum Working Pressure | Minimum 15-120 seconds |
| Acceptance Criteria | Zero visible leakage | Continuous monitoring |
Structural verification through shell testing remains the primary defense against unexpected body failures in high-stress environments.
How does seat leakage testing ensure sealing?
Seat leakage testing measures the ability of the valve disc and seat to form a tight seal when the valve is in the closed position. Under a strict butterfly valve standard, this test ensures that fluid cannot bypass the disc, which is critical for isolation purposes.
The test is performed by applying pressure to one side of the closed disc while monitoring the downstream side for any leaks. Depending on the seat material, different leakage rates may be permitted under the governing standard.
Are there different classes of seat leakage?
Yes, standards like ANSI/FCI 70-2 and ISO 5208 define various leakage classes ranging from Class I to Class VI. For soft-seated butterfly valves, the expectation is often “zero leakage” or Rate A, meaning no visible bubbles are allowed during the test.
Now you might be wondering:
- Metal-seated valves usually allow for a small, calculated leakage rate.
- Soft-seated valves are designed for absolute bubble-tight shutoff.
- The test duration varies based on the valve size and the specific standard applied.
Here is the deal: choosing the right leakage class depends entirely on how critical the shutoff is for your specific process.
Key Takeaway: Seat leakage tests confirm that the valve provides the necessary level of isolation to prevent process contamination or system loss.
| Leakage Class | Description | Typical Butterfly Type |
|---|---|---|
| Class VI | Bubble-tight shutoff | Resilient seated (Rubber/Teflon) |
| Rate A (ISO) | No visible leakage | High-performance soft seated |
| Class IV | 0.01% of rated capacity | Metal seated / High temperature |
These classifications allow you to match the valve’s sealing performance with the operational requirements of your fluid system.
Which standards apply to high-pressure butterfly valves?
High-pressure applications typically require the butterfly valve standard established by ASME B16.34 or API 609 for design and API 598 for testing. These frameworks ensure that valves used in critical energy sectors can handle extreme stress without compromising the system’s boundary.
When pressures exceed standard commercial levels, the testing protocols become more stringent to account for the increased risk of component fatigue. Using the wrong standard here can lead to rapid wear and eventual system breach.
What makes ASME B16.34 unique for testing?
ASME B16.34 focuses heavily on the pressure-temperature ratings of the materials used in the valve’s construction. It mandates hydrostatic shell tests that are scaled specifically to the material grade and the pressure class of the flanged ends.
Why does this matter?
- It accounts for how metal strength decreases as temperature rises.
- It sets mandatory wall thickness requirements for safety.
- It ensures compatibility with standard piping flanges and gaskets.
Believe it or not, ASME B16.34 is the global benchmark for safety in power plants and petrochemical refineries.
Key Takeaway: High-pressure valves must meet ASME B16.34 standards to ensure that the wall thickness and material integrity are sufficient for extreme service.
| Pressure Class | Hydrostatic Shell Test (PSI) | Material Example |
|---|---|---|
| Class 150 | 450 PSI | WCB Carbon Steel |
| Class 300 | 1125 PSI | Stainless Steel 316 |
| Class 600 | 2225 PSI | Alloy Steel |
Utilizing these pressure-specific benchmarks ensures your valve selection is engineered to withstand the maximum potential stress of your application.
What defines the API 598 testing protocol?
The API 598 protocol is the industry’s go-to butterfly valve standard for defining exactly how inspection and pressure tests must be performed. It provides specific tables for test durations, allowable leakage rates, and the types of fluids that can be used as test media.
This standard is comprehensive, covering everything from the initial visual inspection to the final seat closure test. It is the most common requirement found in procurement specifications for oil, gas, and water treatment projects.
What are the main tests included in API 598?
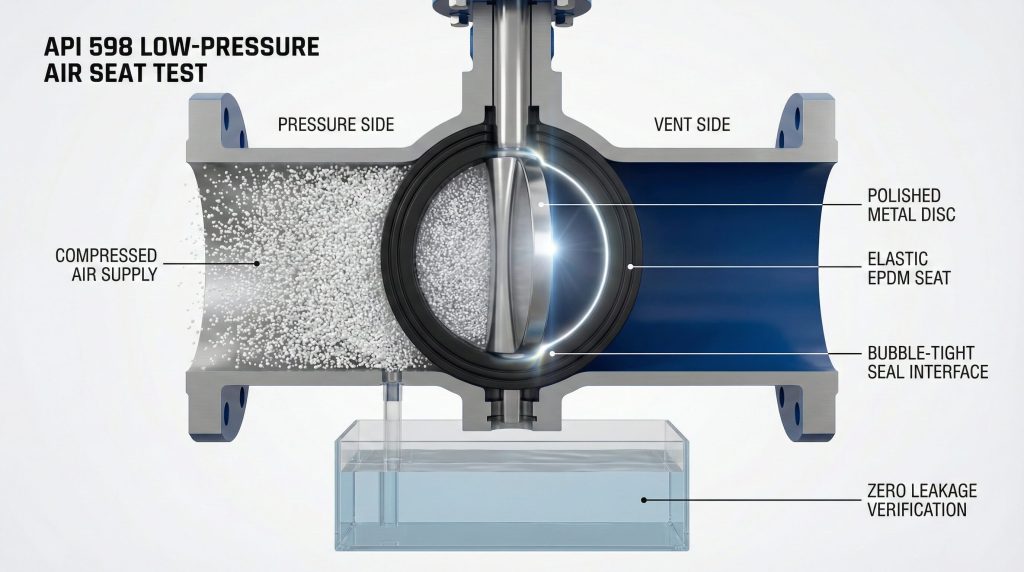
API 598 includes a shell test, a backseat test (if applicable), and both low-pressure and high-pressure seat tests. The low-pressure air test is particularly effective at finding small leaks that a high-pressure water test might miss due to surface tension.
Here is the deal:
- Visual inspections check for casting defects and marking accuracy.
- Low-pressure air tests find microscopic gaps in the seat.
- High-pressure water tests confirm the valve’s strength.
The best part? API 598 is designed to be practical for manufacturers while providing high confidence for the end-user.
Key Takeaway: API 598 provides a standardized, multi-step testing sequence that ensures every aspect of a valve’s performance is verified before shipment.
| Test Type | Medium | Requirement |
|---|---|---|
| Shell Test | Water | 1.5x Working Pressure |
| Low Pressure Seat | Air | 60–100 PSI |
| High Pressure Seat | Water | 1.1x Working Pressure |
Following this specific sequence allows for the detection of both structural flaws and minor sealing imperfections.
How do ISO 5208 requirements differ for you?
ISO 5208 is the international version of the butterfly valve standard and is often used for projects outside of North America or those requiring European compliance. While similar to API 598, it uses a different classification system for leakage rates, labeled from Rate A to Rate G.
If you are working on a global project, you may find that your specifications call for “ISO 5208 Rate A.” This is generally considered the highest level of sealing performance for industrial valves.
What do the ISO leakage rates signify?
Rate A signifies zero visible leakage for the duration of the test, while subsequent rates (B through G) allow for increasing amounts of leakage based on the valve’s nominal size. This allows engineers to specify exactly how much “bypass” is acceptable for their specific process.
Why does this matter?
- It provides more granularity for different industrial needs.
- It aligns with European PED (Pressure Equipment Directive) requirements.
- It uses metric units (DN) for all size and leakage calculations.
Now you might be wondering: “Is Rate A the same as API zero leakage?” Generally, yes, both represent the highest standard of sealing.
Key Takeaway: ISO 5208 offers a globally recognized, flexible framework that allows engineers to specify precise leakage tolerances for diverse industrial applications.
| ISO Rate | Allowed Leakage (Liquid) | Application |
|---|---|---|
| Rate A | No visible leakage | Critical isolation / Chemicals |
| Rate B | 0.01 mm3/s x DN | General industrial use |
| Rate C | 0.03 mm3/s x DN | Non-critical water flow |
Understanding these rates is essential for ensuring that the valves you purchase meet the specific environmental and process safety goals of your facility.
What role does ASME B16.34 play in safety?
ASME B16.34 serves as a foundational butterfly valve standard by defining the physical requirements for the valve’s “pressure boundary” parts. It focuses less on the mechanism and more on the engineering of the body, ensuring the metal is thick enough to prevent bursting.
When you see a valve labeled as “B16.34 compliant,” you know it has undergone rigorous analysis for wall thickness and bolt hole dimensions. This is the primary standard that keeps your system from literally exploding under pressure.
How does B16.34 influence the testing process?
This standard mandates the hydrostatic test procedures that every manufacturer must follow to validate their design calculations. It ensures that the valve body can survive a pressure spike without permanent deformation or failure of the bolted joints.
Here is the deal:
- It defines the minimum wall thickness for every pressure class.
- It sets the standards for weld end preparations.
- It requires full traceability of the materials used in the valve body.
Believe it or not, B16.34 is often the first standard cited in legal disputes regarding industrial accidents.
Key Takeaway: ASME B16.34 provides the mandatory engineering and material specifications that guarantee the structural safety of the valve’s pressure-retaining components.
| Component | Metric Regulated | Compliance |
|---|---|---|
| Valve Body | Minimum Wall Thickness | Mandatory |
| Bolting | Thread Pitch and Strength | Required |
| Pressure Boundary | Hydrostatic Strength | 1.5x Multiplier |
This structural focus complements the performance-based testing found in other standards, creating a complete safety profile for the valve.
Can testing verify valve fire safety?
Fire testing is a specialized butterfly valve standard usually governed by API 607 or ISO 10497. These tests determine if a valve can maintain its sealing integrity even after the soft seats have been completely destroyed by high-temperature flames.
In a refinery fire, you need your valves to shut off the flow of fuel to prevent the disaster from spreading. Fire-safe testing ensures that even if the rubber seat melts, a secondary metal-to-metal contact will stop the leak.
How is a fire test performed?
The valve is pressurized and engulfed in flames reaching temperatures up to 1000°C for a duration of 30 minutes. Once the fire is extinguished, the valve is tested for both internal and external leakage to ensure it still functions as a barrier.
Why does this matter?
- It protects emergency personnel during a fire event.
- It minimizes the amount of hazardous fluid released into the environment.
- It is a mandatory requirement for valves used in flammable fluid service.
The best part? These valves are specifically engineered with redundant sealing surfaces to handle the worst-case scenarios.
Key Takeaway: Fire-safe testing under API 607 is critical for any valve handling flammable or hazardous materials, ensuring the system remains controllable during a fire.
| Parameter | Test Metric | Outcome |
|---|---|---|
| Temperature | 750°C – 1000°C | No structural failure |
| Duration | 30 Minutes | Maintain seal |
| Post-test Leakage | Low Volume Allowed | Prevents fuel spread |
Selecting fire-safe certified valves is a fundamental part of risk management for any facility dealing with volatile substances.
How do we measure fugitive emissions?

Measuring fugitive emissions involves testing the stem seal and packing area for microscopic gas leaks that could impact air quality. This butterfly valve standard, often ISO 15848 or API 622, is becoming increasingly important as environmental regulations become stricter worldwide.
Unlike standard pressure tests, fugitive emission tests often use helium as a tracer gas because its small molecules can escape through the tiniest gaps. This ensures that your facility remains compliant with local “clean air” laws.
Why are stem seals so critical?
The stem is the most common point of leakage in a butterfly valve because it must move to operate the disc. Advanced packing materials and testing protocols ensure that even after thousands of cycles, the valve does not release greenhouse gases or toxic fumes.
Here is the deal:
- Low-E (Low Emission) packing is now a standard requirement in many regions.
- Testing involves “sniffing” the stem area with highly sensitive detectors.
- Valves are cycled hundreds of times during the test to simulate real-world wear.
Believe it or not, controlling fugitive emissions can significantly reduce the total carbon footprint of your industrial plant.
Key Takeaway: Fugitive emission standards like ISO 15848-1 are essential for verifying that your valves meet modern environmental and health safety requirements.
| Leakage Class | Detection Method | Allowable PPM |
|---|---|---|
| Class AH | Helium / Vacuum | < 50 PPM |
| Class BH | Helium / Sniffer | < 100 PPM |
| Class CH | Methane / Sniffer | < 500 PPM |
Implementing these low-emission standards helps future-proof your facility against evolving environmental legislation.
What are the signs of a successful test?
A successful test under a butterfly valve standard is marked by a complete lack of visible leakage and the issuance of a certified test report (EN 10204 3.1). Before any valve leaves the factory, it must meet all the criteria defined in the project’s specific testing protocol.
You should always verify that the pressure gauges used during the test were properly calibrated and that the hold times were strictly followed. This documentation serves as your proof of quality and safety for the life of the valve.
What should you look for in the test report?
A valid test report must list the actual test pressures achieved, the duration of the hold, the test medium used, and the signature of the quality inspector. It should also reference the specific standards (like API 598) that were used to conduct the evaluation.
Now you might be wondering:
- “Can I request a third-party witness for the tests?” Yes, this is common for major projects.
- “Are video records of the tests available?” Many modern manufacturers provide this for high-criticality valves.
- “What happens if a valve fails?” It must be repaired and undergo the entire testing sequence again.
Here is the deal: the test report is just as important as the valve itself when it comes to system commissioning.
Key Takeaway: A successful test is only as good as the documentation that proves it, making the Mill Test Certificate (MTC) a critical document for your records.
| Verification Item | Requirement | Proof Method |
|---|---|---|
| Shell Pressure | 1.5x Working Pressure | Gauge Log / MTC |
| Seat Integrity | Zero Leakage | Visual / Bubble Check |
| Traceability | Batch Number Matching | Stamped Body Heat No. |
These final verification steps provide the ultimate assurance that the hardware you are installing is safe, reliable, and compliant.
FAQ
Can I use air instead of water for the shell test?
No, in most cases, a shell test must be hydrostatic (using water) because water is incompressible, making it much safer if a failure occurs. Air is only permitted for low-pressure seat testing or very specific high-pressure applications with advanced safety enclosures.
What is the best standard for oil and gas applications?
API 598 is considered the industry benchmark for oil and gas because it was developed specifically for the rigorous demands of refinery and pipeline environments. It offers the most comprehensive set of testing rules for metal-seated and high-performance valves.
How do I know if my valve is fire-safe?
Judgment: Check the nameplate and documentation for a certification to API 607 or ISO 10497. If these standards are not explicitly listed, the valve is likely not fire-safe, as it requires specific internal design features to pass these thermal tests.
Can I field test a valve after it has been repaired?
Yes, it is highly recommended and often required by safety codes to perform a pressure test similar to API 598 after any major repair or seat replacement. This ensures that the maintenance work was successful and the valve’s integrity has been restored.
What is the best way to record valve test results?
The best way is through a digital data logger that creates a time-stamped pressure chart, paired with a physical 3.1 test certificate. This provides an immutable record that the valve held the required pressure for the full duration specified by the standard.
Conclusion
Navigating the complexities of a butterfly valve standard is the most critical step in ensuring the safety and longevity of your fluid systems. By strictly adhering to API 598, ISO 5208, and ASME B16.34, we solve the problem of operational uncertainty and protect your facility from the catastrophic consequences of valve failure. Our commitment is to provide you with fully certified, high-performance hardware that meets the world’s most demanding engineering benchmarks. If you are ready to secure your infrastructure with valves that never compromise on quality, contact us today to speak with our technical team about your project requirements.